جے ڈی سی بینڈ ٹربل شوٹنگ گائیڈ
ٹربل شوٹنگ گائیڈ
برقی مسائل کو حل کرنے کا سب سے آسان طریقہ JDC مینوفیکچرر سے متبادل الیکٹریکل ماڈیول کا آرڈر دینا ہے۔یہ ایکسچینج کی بنیاد پر فراہم کی جاتی ہے اور اس لیے اس کی قیمت کافی مناسب ہے۔
ایکسچینج ماڈیول بھیجنے سے پہلے آپ درج ذیل کو چیک کرنا چاہیں گے:
اگر مشین بالکل کام نہیں کرتی ہے:
a) ONOFF سوئچ میں پائلٹ لائٹ کو دیکھ کر چیک کریں کہ مشین میں پاور دستیاب ہے۔
b) اگر بجلی دستیاب ہے لیکن مشین مر چکی ہے لیکن بہت گرم محسوس ہوتی ہے تو تھرمل کٹ آؤٹ ٹپ ہو سکتا ہے۔اس صورت میں مشین کے ٹھنڈا ہونے تک انتظار کریں (تقریباً % فی گھنٹہ) اور پھر دوبارہ کوشش کریں۔
c) دو ہاتھ سے شروع ہونے والے انٹر لاک کے لیے ضروری ہے کہ ہینڈل کو کھینچنے سے پہلے START بٹن دبایا جائے۔اگر ہینڈل پہلے کھینچ لیا جائے تو مشین نہیں چل پائے گی۔نیز یہ بھی ہو سکتا ہے کہ START بٹن دبانے سے پہلے موڑنے والی بیم "اینگل مائیکرو سوئچ" کو چلانے کے لیے کافی حد تک حرکت کرے (یا ٹکرائے)۔اگر ایسا ہوتا ہے تو یقینی بنائیں کہ ہینڈل کو پہلے مکمل طور پر پیچھے دھکیل دیا گیا ہے۔اگر یہ ایک مستقل مسئلہ ہے تو یہ اشارہ کرتا ہے کہ مائیکرو سوئچ ایکچیویٹر کو ایڈجسٹمنٹ کی ضرورت ہے (نیچے دیکھیں)۔
d) ایک اور امکان یہ ہے کہ START بٹن ناقص ہو سکتا ہے۔اگر آپ کے پاس ماڈل 1250E یا اس سے بڑا ہے تو اس کا جائزہ لیں کہ آیا مشین کو متبادل START بٹن یا فٹ سوئچ میں سے کسی ایک سے شروع کیا جا سکتا ہے۔
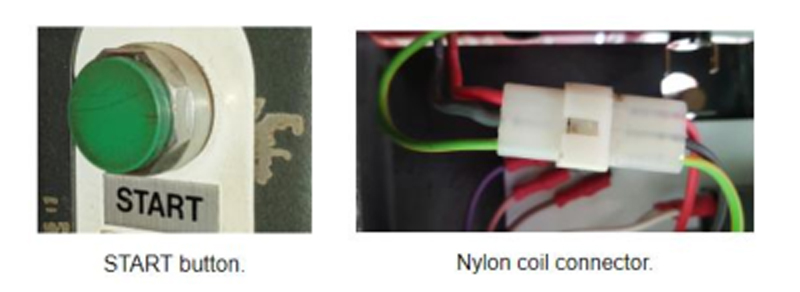
e) نایلان کنیکٹر کو بھی چیک کریں جو برقی ماڈیول کو میگنیٹ کوائل سے جوڑتا ہے۔
f) اگر کلیمپنگ کام نہیں کرتی ہے لیکن START بٹن کے جاری ہونے پر کلیمپ بار نیچے آ جاتا ہے تو اس سے ظاہر ہوتا ہے کہ 15 مائکروفراڈ (650E پر 10 μuF) کیپسیٹر ناقص ہے اور اسے تبدیل کرنے کی ضرورت ہوگی۔
g) اگر مشین آپریٹ ہونے پر بیرونی فیوز کو اڑا دیتی ہے یا سیرئٹ بریکر کو ٹرپ کرتی ہے تو سب سے زیادہ امکان ایک اڑا ہوا برج ریٹیفائر ہے۔اندرونی مرمت کی کوشش کرنے سے پہلے یقینی بنائیں کہ مشین پاور آؤٹ لیٹ سے ان پلگ ہے۔
ایک مناسب متبادل ریکٹیفائر؛
RS اجزاء حصہ نمبر: 227-8794
زیادہ سے زیادہ کرنٹ: 35 ایم پی ایس لگاتار،
زیادہ سے زیادہ ریورس وولٹیج: 1000 وولٹ،
ٹرمینلز: 14" فوری کنیکٹ یا "فاسٹن"
تقریباً قیمت: $12.00 برج رییکٹیفائر کی تصویر

اگر لائٹ کلیمپنگ چلتی ہے لیکن مکمل کلیمپنگ نہیں کرتی ہے:
چیک کریں کہ "اینگل مائیکرو سوئچ" درست طریقے سے کام کر رہا ہے۔
یہ سوئچ ایک مربع (یا گول) پیتل کے ٹکڑے سے چلایا جاتا ہے جو زاویہ سے منسلک ہوتا ہے جو طریقہ کار کی نشاندہی کرتا ہے۔ جب ہینڈل کو کھینچا جاتا ہے تو موڑنے والی بیم گھومتی ہے جو پیتل کے ایکچیویٹر کو گردش فراہم کرتی ہے۔ایکچوایٹر بدلے میں الیکٹریکل اسمبلی کے اندر ایک مائیکرو سوئچ چلاتا ہے۔
ایکچیویٹر سوئچ کریں۔
ماڈل 1000E پر مائیکرو سوئچ ایکچیویٹر
(دوسرے ماڈل بھی یہی اصول استعمال کرتے ہیں)
اندر سے ایکچویٹر
ایکچیویٹر جیسا کہ الیکٹریکل کے اندر سے دیکھا گیا ہے۔
اسمبلی
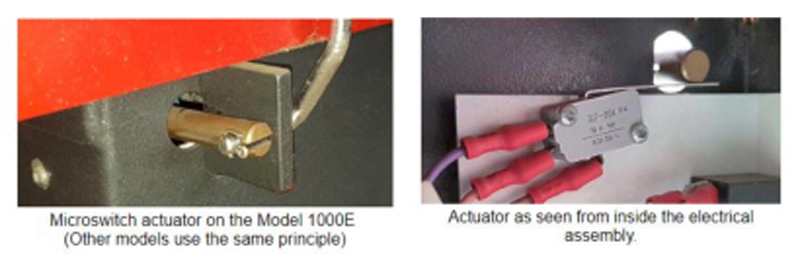
ہینڈل کو باہر اور اندر کھینچیں۔ آپ مائکروسوچ کو آن اور آف پر کلک کرتے ہوئے سن سکتے ہیں (بشرطیکہ پس منظر میں بہت زیادہ شور نہ ہو)۔
اگر سوئچ آن اور آف پر کلک نہیں کرتا ہے تو موڑنے والی شہتیر کو سیدھا اوپر جھولیں تاکہ پیتل کے ایکچیویٹر کو دیکھا جا سکے۔موڑنے والی بیم کو اوپر اور نیچے گھمائیں۔ایکچیویٹر کو موڑنے والی بیم کے جواب میں گھومنا چاہئے (جب تک کہ وہ اپنے اسٹاپ پر نہ لگ جائے) - اگر ایسا نہیں ہوتا ہے تو اسے مزید کلچنگ فورس کی ضرورت پڑسکتی ہے۔1250E پر کلچنگ فورس کی کمی کا تعلق عام طور پر ایکچیویٹر شافٹ کے ٹائٹ نہ ہونے کی وجہ سے دو M8 کیپ ہیڈ سکرو سے ہوتا ہے۔اگر ایکچیویٹر گھومتا ہے اور ٹھیک ہے لیکن پھر بھی مائیکرو سوئچ پر کلک نہیں کرتا ہے تو اسے ایڈجسٹ کرنے کی ضرورت پڑ سکتی ہے۔ایسا کرنے کے لیے پہلے مشین کو پاور آؤٹ لیٹ سے ان پلگ کریں اور پھر برقی رسائی پینل کو ہٹا دیں۔
a) ماڈل 1250E پر ٹرن آن پوائنٹ کو ایک اسکرو ٹیومنگ کے ذریعے ایڈجسٹ کیا جا سکتا ہے جو ایکچیویٹر سے گزرتا ہے۔اسکرو کو اس طرح ایڈجسٹ کیا جانا چاہیے کہ جب موڑنے والی بیم کا نیچے کا کنارہ تقریباً 4 ملی میٹر منتقل ہو جائے تو سوئچ کلک کرے۔(650E اور 1000E پر مائیکرو سوئچ کے بازو کو موڑنے سے سمجھدار ایڈجسٹمنٹ حاصل کی جاتی ہے۔)
b) اگر مائیکرو سوئچ آن اور آف پر کلک نہیں کرتا ہے حالانکہ ایکچیویٹر ٹھیک سے کام کر رہا ہے تو سوئچ خود ہی اندر فیوز ہو سکتا ہے اور اسے تبدیل کرنے کی ضرورت ہوگی۔
اندرونی مرمت کی کوشش کرنے سے پہلے یقینی بنائیں کہ مشین پاور آؤٹ لیٹ سے ان پلگ ہے۔
V3 microswitchA مناسب متبادل V3 سوئچ:
RS حصہ نمبر: 472-8235
موجودہ درجہ بندی: 16 ایم پی ایس
وولٹیج کی درجہ بندی: 250 وولٹ اے سی
لیور کی قسم: لمبی

c) اگر آپ کی مشین کو ایک معاون سوئچ کے ساتھ فٹ کیا گیا ہے تو یقینی بنائیں کہ یہ "نارمل" پوزیشن پر ہے۔(اگر سوئچ "AUX CLAMP" پوزیشن میں ہو تو اولی لائٹ کلیمپنگ دستیاب ہو گی)
اگر کلیمپنگ ٹھیک ہے لیکن مشین کے بند ہونے پر کلیمپ بارز جاری نہیں ہوتے ہیں:
یہ ریورس پلس ڈی میگنیٹائزنگ سرکٹ کی ناکامی کی نشاندہی کرتا ہے۔سب سے زیادہ ممکنہ وجہ اڑا ہوا 6.8 اوہم پاور ریزسٹر ہوگا۔تمام ڈایڈس کو بھی چیک کریں اور ریلے میں رابطے کے چپکنے کا امکان بھی۔
انٹرمل مرمت کی کوشش کرنے سے پہلے اس بات کو یقینی بنائیں کہ مشین پاور آؤٹل سے ان پلگ ہے۔
وائر واؤنڈ ریزسٹرایک مناسب متبادل ریزسٹر:
عنصر 14 حصہ نمبر 145 7941
6.8 اوہم، 10 واٹ پاور ریٹنگ،
عام لاگت S1.00

اگر مشین بھاری گیج شیٹ کو موڑ نہیں پائے گی:
a) چیک کریں کہ کام مشین کی وضاحت کے اندر ہے۔خاص طور پر نوٹ کریں کہ 1.6 ملی میٹر (16 گیج) موڑنے کے لیے ایکسٹینشن بار کو موڑنے والی بیم پر فٹ کرنا ضروری ہے اور ہونٹ کی کم از کم چوڑائی 30 ملی میٹر ہے۔اس کا مطلب ہے کہ کم از کم 30 ملی میٹر مواد کلیمپ بار کے موڑنے والے کنارے سے نکلنا چاہیے۔(یہ ایلومینیم اور دیکھیں دونوں پر لاگو ہوتا ہے۔)
اگر موڑ مشین کی پوری لمبائی کے برابر نہ ہو تو ہونٹوں کو تنگ کرنا ممکن ہے۔
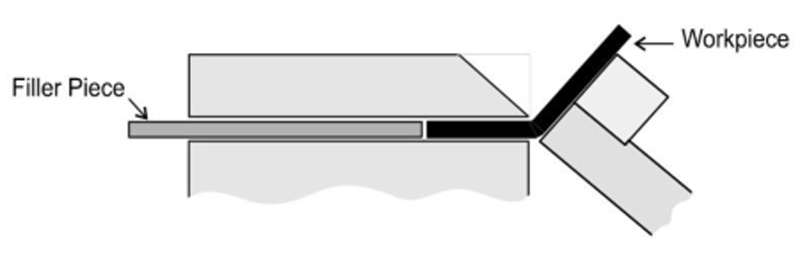
ب) نیز اگر ورک پیس کلیمپ بار کے نیچے جگہ نہیں بھرتی ہے تو کارکردگی متاثر ہوسکتی ہے۔بہترین نتائج کے لیے ہمیشہ کلیمپ بار کے نیچے کی جگہ کو سٹیل کے ایک اسکریپ ٹکڑے سے بھریں جو کہ ورک پیس کی موٹائی ہے۔(بہترین مقناطیسی کلیمپنگ کے لیے فلر کا ٹکڑا اسٹیل کا ہونا چاہیے چاہے ورک پیس اسٹیل ہی کیوں نہ ہو)
اگر ورک پیس پر بہت تنگ ہونٹ بنانے کی ضرورت ہو تو یہ استعمال کرنے کا بہترین طریقہ بھی ہے۔