لوگ اکثر مجھ سے پوچھتے ہیں کہ "میگن بینڈ" کوائل ڈیزائن کے لیے اپنے حسابات چیک کریں۔اس نے مجھے اس ویب صفحہ کے ساتھ آنے کا اشارہ کیا جو کچھ بنیادی کوائل ڈیٹا کے داخل ہونے کے بعد خودکار حسابات کو انجام دینے کے قابل بناتا ہے۔
جاوا اسکرپٹ پروگرام کے لیے میرے ساتھی، ٹونی گرینجر کا بہت شکریہ جو اس صفحہ پر حساب کتاب کرتا ہے۔
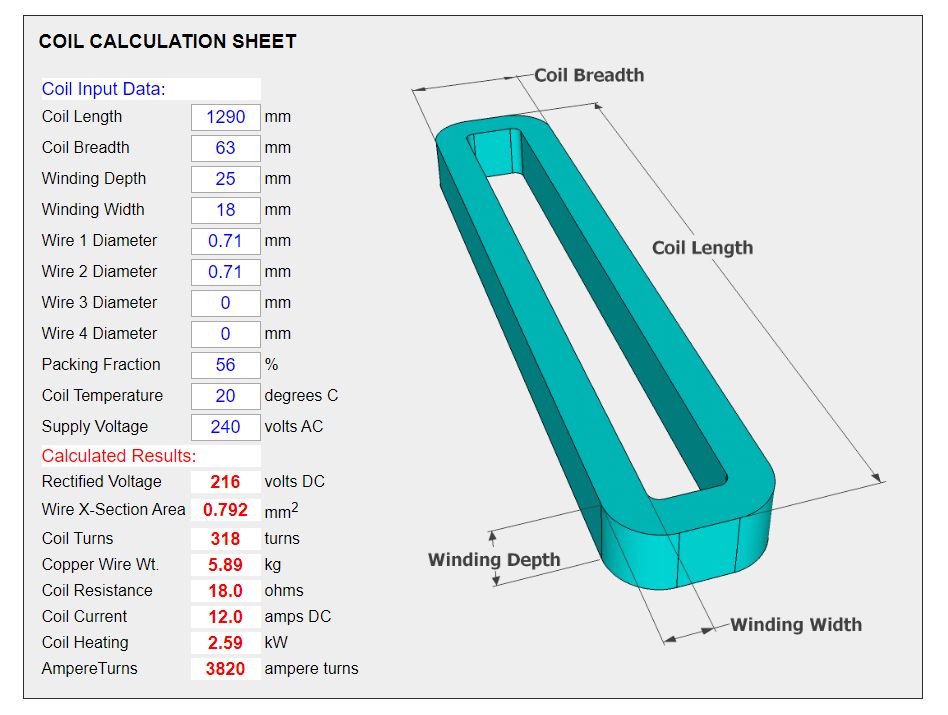
کوائل کیلکولیٹر پروگرام
ذیل میں کیلکولیشن شیٹ "میگنی بینڈ" کنڈلی کے لیے ڈیزائن کی گئی تھی لیکن یہ کسی بھی میگنیٹ کوائل کے لیے کام کرے گی جو رییکٹیفائیڈ (DC) وولٹیج سے کام کرتی ہے۔
کیلکولیشن شیٹ استعمال کرنے کے لیے بس کوائل ان پٹ ڈیٹا فیلڈز میں کلک کریں اور اپنے کوائل کے طول و عرض اور تار کے سائز ٹائپ کریں۔
جب بھی آپ ENTER کو دباتے ہیں یا کسی اور ان پٹ فیلڈ میں کلک کرتے ہیں تو پروگرام حسابی نتائج کے سیکشن کو اپ ڈیٹ کرتا ہے۔
یہ کوائل کے ڈیزائن کو چیک کرنا یا نئے کوائل ڈیزائن کے ساتھ تجربہ کرنا بہت تیز اور آسان بناتا ہے۔
ان پٹ ڈیٹا فیلڈز میں پہلے سے بھرے ہوئے نمبرز صرف ایک مثال ہیں اور یہ 1250E Magnabend فولڈر کے لیے مخصوص نمبر ہیں۔
مثال کے نمبروں کو اپنے کوائل ڈیٹا سے تبدیل کریں۔اگر آپ صفحہ کو ریفریش کرتے ہیں تو مثال کے نمبر شیٹ پر واپس آجائیں گے۔
(اگر آپ اپنا ڈیٹا محفوظ کرنا چاہتے ہیں تو صفحہ کو تازہ کرنے سے پہلے اسے محفوظ کریں یا پرنٹ کریں)۔
کوائل ڈیزائن کا تجویز کردہ طریقہ کار:
اپنے مجوزہ کوائل کے طول و عرض اور آپ کے مطلوبہ سپلائی وولٹیج درج کریں۔(مثلاً 110، 220، 240، 380، 415 وولٹ اے سی)
وائر 2، 3 اور 4 کو صفر پر سیٹ کریں اور پھر Wire1 کے قطر کے لیے ایک قدر کا اندازہ لگائیں اور نوٹ کریں کہ کتنے AmpereTurns کا نتیجہ نکلتا ہے۔
وائر 1 کا قطر اس وقت تک ایڈجسٹ کریں جب تک کہ آپ کا ہدف AmpereTurns حاصل نہ ہو جائے، تقریباً 3,500 سے 4,000 AmpereTurns۔
متبادل طور پر آپ Wire1 کو ترجیحی سائز پر سیٹ کر سکتے ہیں اور پھر Wire2 کو ایڈجسٹ کر سکتے ہیں تاکہ اپنے ہدف کو حاصل کر سکیں، یا Wire1 اور Wire2 دونوں کو ترجیحی سائز میں سیٹ کریں اور پھر Wire3 کو اپنے ہدف وغیرہ کو حاصل کرنے کے لیے ایڈجسٹ کریں۔
اب کوائل ہیٹنگ (بجلی کی کھپت)* کو دیکھیں۔اگر یہ بہت زیادہ ہے (کہیں کہ 2 کلو واٹ فی میٹر کوائل کی لمبائی سے زیادہ) تو AmpereTurns کو کم کرنے کی ضرورت ہوگی۔متبادل طور پر کرنٹ کو کم کرنے کے لیے کوائل میں مزید موڑ شامل کیے جا سکتے ہیں۔اگر آپ کوائل کی چوڑائی یا گہرائی میں اضافہ کرتے ہیں، یا اگر آپ پیکنگ فریکشن کو بڑھاتے ہیں تو پروگرام خود بخود مزید موڑ کا اضافہ کر دے گا۔
آخر میں معیاری وائر گیجز کی میز سے مشورہ کریں اور ایک تار، یا تاروں کا انتخاب کریں، جس کا مشترکہ کراس سیکشنل رقبہ مرحلہ 3 میں شمار کی گئی قدر کے برابر ہو۔
* نوٹ کریں کہ بجلی کی کھپت AmpereTurns کے لیے بہت حساس ہے۔یہ ایک مربع قانون کا اثر ہے۔مثال کے طور پر اگر آپ AmpereTurns کو دوگنا کرتے ہیں (وائنڈنگ اسپیس میں اضافہ کیے بغیر) تو بجلی کی کھپت 4 گنا بڑھ جائے گی!
زیادہ AmpereTurns موٹے تار (یا تاروں) کا حکم دیتے ہیں، اور موٹی تار کا مطلب ہے زیادہ کرنٹ اور زیادہ بجلی کی کھپت جب تک کہ اس کی تلافی کے لیے موڑ کی تعداد میں اضافہ نہ کیا جائے۔اور زیادہ موڑ کا مطلب ہے ایک بڑی کوائل اور/یا ایک بہتر پیکنگ فریکشن۔
یہ کوائل کیلکولیشن پروگرام آپ کو ان تمام عوامل کے ساتھ آسانی سے تجربہ کرنے کی اجازت دیتا ہے۔
نوٹس:
(1) تار کے سائز
پروگرام کنڈلی میں 4 تاروں تک فراہم کرتا ہے۔اگر آپ ایک سے زیادہ تاروں کے قطر میں داخل ہوتے ہیں تو پروگرام یہ سمجھے گا کہ تمام تاریں ایک ساتھ زخم ہوں گی جیسے کہ وہ ایک ہی تار ہیں اور یہ کہ وائنڈنگ کے آغاز اور اختتام پر آپس میں جڑے ہوئے ہیں۔(یعنی تاریں برقی طور پر متوازی ہیں)۔
(2 تاروں کے لیے اسے بائفلر وائنڈنگ کہتے ہیں، یا 3 تاروں کے لیے ٹرائیفلر وائنڈنگ)۔
(2) پیکنگ فریکشن، جسے بعض اوقات فل فیکٹر بھی کہا جاتا ہے، سمیٹنے والی جگہ کا فیصد ظاہر کرتا ہے جو تانبے کے تار کے زیر قبضہ ہے۔یہ تار کی شکل (عام طور پر گول)، تار پر موصلیت کی موٹائی، کوائل کی بیرونی موصلیت کی پرت کی موٹائی (عام طور پر برقی کاغذ)، اور سمیٹنے کے طریقے سے متاثر ہوتا ہے۔سمیٹنے کے طریقہ میں گڑبڑ وائنڈنگ (جسے وائلڈ وائنڈنگ بھی کہا جاتا ہے) اور پرت وائنڈنگ شامل ہو سکتی ہے۔
گڑبڑ کے زخم والے کوائل کے لیے پیکنگ کا حصہ عام طور پر 55% سے 60% کے درمیان ہوگا۔
(3) پہلے سے بھرے ہوئے مثال کے نمبر (اوپر دیکھیں) کے نتیجے میں کوائل پاور 2.6 کلو واٹ ہے۔یہ اعداد و شمار بہت زیادہ معلوم ہو سکتے ہیں لیکن ایک میگنا بینڈ مشین کو صرف 25% کے ڈیوٹی سائیکل کے لیے درجہ بندی کی گئی ہے۔اس طرح بہت سے معاملات میں بجلی کی اوسط کھپت کے بارے میں سوچنا زیادہ حقیقت پسندانہ ہے جو کہ مشین کے استعمال کے طریقہ پر منحصر ہے، اس اعداد و شمار کا صرف ایک چوتھائی ہوگا، عام طور پر اس سے بھی کم۔
اگر آپ شروع سے ڈیزائن کر رہے ہیں تو مجموعی طور پر بجلی کی کھپت ایک بہت درآمدی پیرامیٹر ہے جس پر غور کرنا ہے۔اگر یہ بہت زیادہ ہے تو کنڈلی زیادہ گرم ہو جائے گی اور اسے نقصان پہنچ سکتا ہے۔
میگنا بینڈ مشینوں کو تقریباً 2kW فی میٹر لمبائی کی بجلی کی کھپت کے ساتھ ڈیزائن کیا گیا تھا۔25% ڈیوٹی سائیکل کے ساتھ یہ تقریباً 500W فی میٹر لمبائی میں ترجمہ کرتا ہے۔
مقناطیس کتنا گرم ہوگا اس کا انحصار ڈیوٹی سائیکل کے علاوہ بہت سے عوامل پر ہوتا ہے۔سب سے پہلے مقناطیس کی حرارتی جڑت، اور جو بھی اس کے ساتھ رابطے میں ہے، (مثال کے طور پر اسٹینڈ) کا مطلب ہے کہ خود حرارتی نسبتاً سست ہوگی۔طویل عرصے کے دوران مقناطیس کا درجہ حرارت محیطی درجہ حرارت، مقناطیس کی سطح کے رقبے اور یہاں تک کہ اسے کس رنگ سے پینٹ کیا گیا ہے سے متاثر ہو گا!(مثال کے طور پر ایک کالا رنگ چاندی کے رنگ سے بہتر حرارت پھیلاتا ہے)۔
اس کے علاوہ، یہ فرض کرتے ہوئے کہ مقناطیس ایک "میگنی بینڈ" مشین کا حصہ ہے، تو وہ ورک پیس جو موڑ رہے ہیں گرمی کو جذب کریں گے جب کہ وہ مقناطیس میں جکڑے ہوئے ہیں اور اس طرح کچھ حرارت لے جائیں گے۔کسی بھی صورت میں مقناطیس کو تھرمل ٹرپ ڈیوائس کے ذریعے محفوظ کیا جانا چاہیے۔
(4) نوٹ کریں کہ پروگرام آپ کو کوائل کے لیے درجہ حرارت درج کرنے کی اجازت دیتا ہے اور اس طرح آپ کوائل کی مزاحمت اور کوائل کرنٹ پر اس کا اثر دیکھ سکتے ہیں۔کیونکہ گرم تار کی مزاحمت زیادہ ہوتی ہے تو اس کے نتیجے میں کوائل کرنٹ میں کمی آتی ہے اور اس کے نتیجے میں میگنیٹائزنگ فورس (AmpereTurns) بھی کم ہوتی ہے۔اثر کافی اہم ہے۔
(5) پروگرام فرض کرتا ہے کہ کوائل تانبے کے تار سے زخم ہے، جو کہ مقناطیسی کنڈلی کے لیے سب سے زیادہ عملی تار ہے۔
ایلومینیم کی تار بھی ایک امکان ہے، لیکن ایلومینیم میں تانبے کی نسبت زیادہ مزاحمتی صلاحیت ہوتی ہے (2.65 اوہم میٹر تانبے کے لیے 1.72 کے مقابلے) جو کہ کم موثر ڈیزائن کی طرف لے جاتا ہے۔اگر آپ کو ایلومینیم کے تار کے حساب کی ضرورت ہے تو براہ کرم مجھ سے رابطہ کریں۔
(6) اگر آپ "میگنی بینڈ" شیٹ میٹل فولڈر کے لیے کوائل ڈیزائن کر رہے ہیں، اور اگر مقناطیس کا باڈی معقول حد تک معیاری کراس سیکشن سائز کا ہے (کہیں کہ 100 x 50 ملی میٹر) تو آپ کو ممکنہ طور پر ارد گرد کی مقناطیسی قوت (ایمپیئر ٹرنز) کا ہدف بنانا چاہیے۔ 3,500 سے 4,000 ایمپیئر موڑ۔یہ اعداد و شمار مشین کی اصل لمبائی سے آزاد ہے۔AmpereTurns کے لیے اسی قدر کو حاصل کرنے کے لیے لمبی مشینوں کو موٹی تار (یا تار کے زیادہ تار) استعمال کرنے کی ضرورت ہوگی۔
اس سے بھی زیادہ ایمپیئر موڑ بہتر ہوں گے، خاص طور پر اگر آپ غیر مقناطیسی مواد جیسے ایلومینیم کو کلیمپ کرنا چاہتے ہیں۔
تاہم، مقناطیس کے دیے گئے مجموعی سائز اور کھمبوں کی موٹائی کے لیے، زیادہ ایمپیئر موڑ صرف زیادہ کرنٹ کی قیمت پر حاصل کیے جا سکتے ہیں اور اس طرح زیادہ بجلی کی کھپت اور نتیجے میں مقناطیس میں حرارت میں اضافہ ہوتا ہے۔یہ ٹھیک ہو سکتا ہے اگر کم ڈیوٹی سائیکل قابل قبول ہو ورنہ زیادہ موڑ کو ایڈجسٹ کرنے کے لیے ایک بڑی سمیٹنے والی جگہ کی ضرورت ہوتی ہے، اور اس کا مطلب ہے ایک بڑا مقناطیس (یا پتلا کھمبے)۔
(7) اگر آپ ایک مقناطیسی چک کو ڈیزائن کر رہے ہیں تو ایک بہت زیادہ ڈیوٹی سائیکل کی ضرورت ہوگی۔(درخواست پر منحصر ہے تو شاید 100% ڈیوٹی سائیکل کی ضرورت ہو)۔اس صورت میں آپ پتلی تار استعمال کریں گے اور شاید 1,000 ایمپیئر موڑ کی مقناطیسی قوت کے لیے ڈیزائن کریں۔
مندرجہ بالا نوٹ صرف یہ بتانے کے لیے ہیں کہ اس انتہائی ورسٹائل کوائل کیلکولیٹر پروگرام کے ساتھ کیا کیا جا سکتا ہے۔
معیاری وائر گیجز:
تاریخی طور پر تار کے سائز کو دو نظاموں میں سے ایک میں ماپا گیا تھا:
سٹینڈرڈ وائر گیج (SWG) یا امریکن وائر گیج (AWG)
بدقسمتی سے ان دونوں معیارات کے گیج نمبرز ایک دوسرے کے ساتھ بالکل مطابقت نہیں رکھتے ہیں اور اس سے الجھن پیدا ہوئی ہے۔
آج کل بہتر ہے کہ ان پرانے معیارات کو نظر انداز کر دیا جائے اور صرف تار کو ملی میٹر میں اس کے قطر کے حساب سے دیکھیں۔
یہاں سائز کا ایک جدول ہے جو کسی بھی تار کو گھیرے گا جس کی ممکنہ طور پر مقناطیس کنڈلی کے لیے ضرورت ہے۔
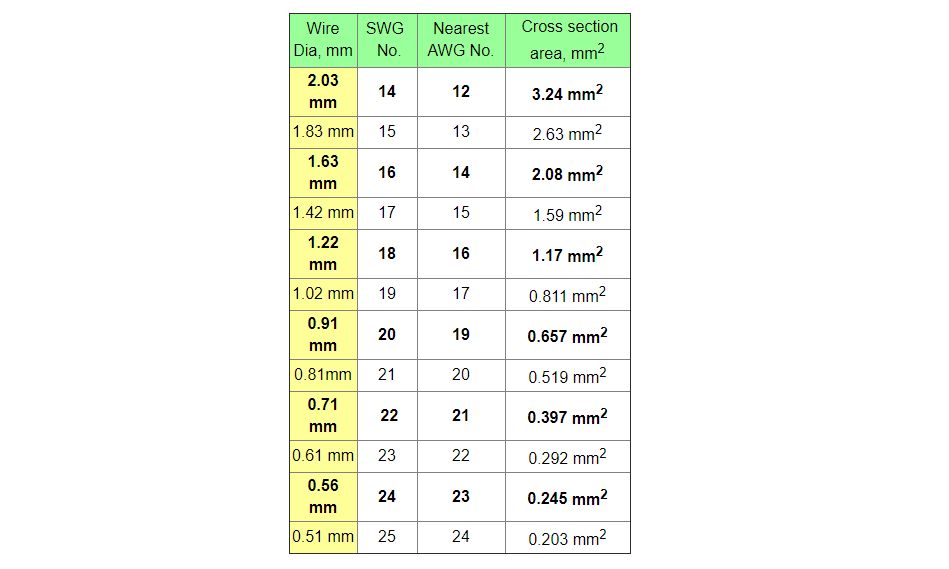
بولڈ قسم میں تار کے سائز سب سے زیادہ ذخیرہ شدہ سائز ہیں لہذا ترجیحی طور پر ان میں سے ایک کا انتخاب کریں۔
مثال کے طور پر بیجر وائر، این ایس ڈبلیو، آسٹریلیا درج ذیل سائز کو اینیلڈ کاپر وائر میں رکھتا ہے:
0.56، 0.71، 0.91، 1.22، 1.63، 2.03، 2.6، 3.2 ملی میٹر۔
کسی بھی سوال یا تبصرے کے ساتھ مجھ سے رابطہ کریں.
پوسٹ ٹائم: اکتوبر 12-2022